How to Optimize Metal Stamping for Mass Production
When it comes to stamping out thousands (or even millions) of identical metal parts every month, small tweaks in your setup can shave seconds off each cycle—and big savings off your bottom line. Here’s how shops that crank out high volumes keep presses humming, scrap piles shrinking and costs under control:
Table of Contents
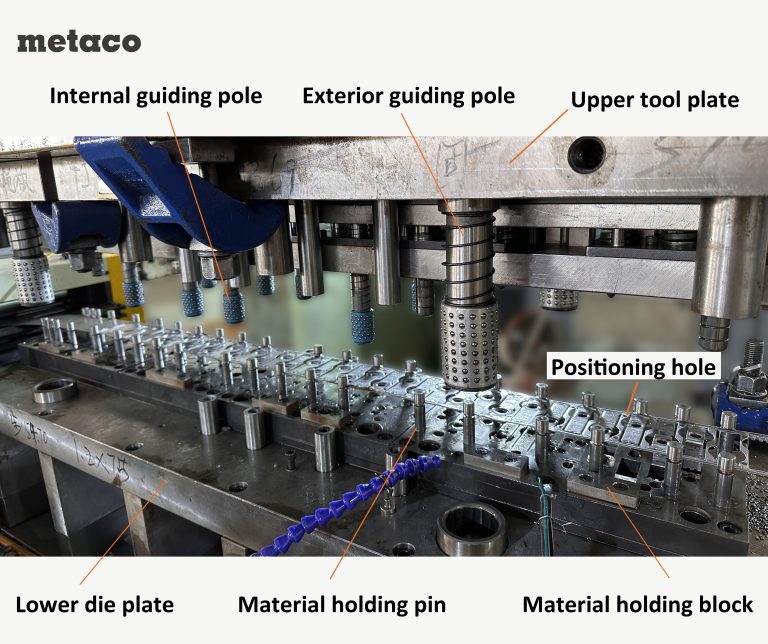
Die Design & Rapid Changeover
Progressive die: Integrate blanking, punching, forming, and bending in a single die set; one coil feed completes multiple operations. Allocate stations carefully to keep material flow in one direction and prevent station interference.
Self‑lubricating inserts & wear treatment: Fit high‑impact zones with pre‑lubricated bronze bushings or heat‑treated high‑chromium alloy inserts. Local hardness exceeds HRC 60, extending die life by a factor of 2–3.
SMED (Single‑Minute Exchange of Dies): Standardized clamps, quick‑locating guide pins, and die pre‑heating keep changeovers below 10 minutes.
Press Tuning & Process Monitoring
Stroke and cushion optimization: Adjust cushion pressure and stroke limits on hydraulic or servo presses so the load–stroke curve tracks the material’s yield phase, eliminating unnecessary torque.
Real‑time load monitoring: Mount load sensors on slide guides or the press frame to record force curves continuously. A force drop or peak drift of ≥ 5 % triggers an alarm and prompts maintenance scheduling.
Material and Lubrication Solutions
Sheet hardness control: Excessively high sheet hardness increases opening and closing forces, accelerating die wear, while too low hardness may lead to excessive springback. Through experimentation, determine the optimal hardness range and collaborate with suppliers to ensure consistent material hardness.
Lubrication and coating management: For coated steel sheets or parts with coatings, choose a release agent with high adhesion properties compatible with the coating. For ordinary carbon steel, use phosphating or molybdenum-based solid lubricant films to reduce the friction coefficient to below 0.1, thus minimizing burrs and die adhesion.
When providing customized metal fabrication solutions for clients, it typically involves several steps to ensure their specific needs are met accurately….
Achieving cost efficiency in high-volume stamping demands precision engineering of three core elements: die architecture, material flow, and press dynamics. By…